The textile industry is entering a new era of digital transformation. As global competition continues to increase, textile manufacturers and laboratories are under growing pressure to improve product quality, reduce operational costs, and accelerate production timelines. International apparel brands now demand faster testing results, greater transparency, and stricter compliance with quality standards.
Because of these changing expectations, traditional textile laboratories are rapidly evolving into smart and connected testing environments.
For many years, textile laboratories depended heavily on manual testing procedures, paper-based reporting, and standalone machines. While these traditional systems helped support the industry for decades, they often created challenges related to efficiency, consistency, and data management.
Today, smart textile testing equipment is changing how laboratories operate. Advanced technologies such as automation, artificial intelligence, cloud-based systems, and intelligent sensors are helping laboratories improve testing accuracy, optimize workflows, and manage data more efficiently.
Modern textile laboratories are no longer focused only on basic quality control. They are becoming intelligent operational centers capable of real-time monitoring, automated reporting, predictive maintenance, and digital traceability. Many modern manufacturers are now exploring intelligent testing technologies, including the elmendorf tearing strength tester, to modernize laboratory operations and improve testing efficiency.
As the textile industry moves toward greater automation and sustainability, smart textile testing equipment is becoming increasingly important for manufacturers that want to remain competitive in the global market.
In this article, we will explore the future of textile laboratories and explain why smart testing equipment is becoming essential for modern textile quality management.
The Evolution of Textile Laboratories
Textile laboratories have changed significantly over the past few decades. The industry has moved from simple manual inspections to highly advanced digital testing systems designed to improve both speed and precision.
Understanding this evolution helps explain why smart testing technologies are now becoming a major industry priority.
Traditional Textile Laboratory Operations
Traditional textile laboratories mainly relied on manual processes and operator experience. Most testing activities involved:
- Manual sample preparation
- Separate testing machines
- Handwritten or spreadsheet-based reports
- Physical data storage
- Human observation and calculations
Laboratory technicians needed to supervise almost every stage of the testing process. Although these systems worked for many years, they also introduced several operational limitations.
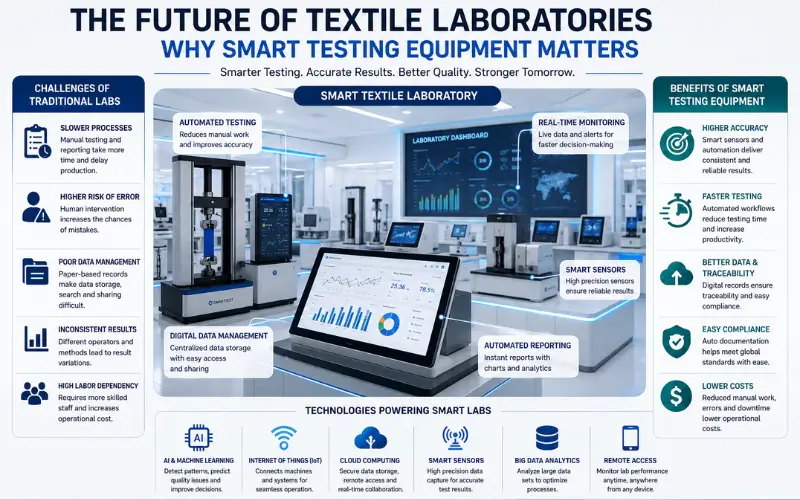
Common Problems in Traditional Laboratories
Many traditional textile laboratories still face challenges such as:
Slower Testing Procedures
Manual testing processes often require significant time to complete. Large testing volumes can create bottlenecks and delay production schedules.
Higher Risk of Human Error
Manual measurements and handwritten records increase the possibility of mistakes during testing and reporting.
Limited Data Accessibility
Paper records and disconnected systems make it difficult to organize, retrieve, and analyze testing information efficiently.
Inconsistent Testing Results
Different operators may perform tests differently, which can lead to variations in testing accuracy and reliability.
As textile production becomes more complex and quality expectations continue to rise, these limitations create serious challenges for manufacturers and testing facilities.
What Is Smart Textile Testing Equipment?
Smart textile testing equipment refers to advanced testing systems that use digital technologies, automation, and intelligent software to improve textile quality control processes.
Unlike traditional testing machines, smart systems can collect, analyze, store, and share data automatically with minimal human intervention.
These systems are transforming textile laboratories into highly connected digital environments.
Key Technologies Used in Smart Textile Testing
Modern smart textile laboratories use several advanced technologies to improve operational performance.
Artificial Intelligence (AI)
Artificial intelligence helps analyze testing data quickly and accurately. AI-powered systems can identify patterns, detect abnormalities, and improve decision-making during quality control processes.
Internet of Things (IoT)
IoT technology allows testing machines and software platforms to communicate with each other in real time. This improves workflow automation and centralized laboratory management.
Smart Sensors
Advanced sensors provide highly accurate measurements during testing procedures. They reduce the variability often caused by manual observation.
Cloud-Based Systems
Cloud technology allows laboratories to store and access testing data remotely. This improves data security, reporting speed, and operational flexibility.
Automated Reporting Software
Modern systems can automatically generate digital reports, reducing paperwork and administrative workload.
These technologies work together to create faster, more efficient, and more accurate textile testing environments.
Why Smart Textile Laboratories Are Becoming Essential
The textile industry is changing rapidly. Manufacturers today must balance speed, quality, sustainability, and cost efficiency at the same time.
Smart textile laboratories help companies meet these growing demands more effectively.
Rising Global Quality Standards
International buyers and apparel brands now expect stricter quality assurance throughout the textile supply chain.
Manufacturers must comply with standards such as:
- ISO
- ASTM
- AATCC
Meeting these standards consistently becomes difficult when laboratories rely heavily on manual processes.
Smart testing equipment improves testing consistency and helps laboratories maintain standardized procedures across large production volumes.
Faster Production Cycles
Modern fashion trends change quickly. Fast fashion brands often require shorter production timelines and faster product development cycles.
Traditional testing systems may struggle to keep up with these demands because manual testing procedures consume more time.
Smart textile testing equipment helps laboratories accelerate testing processes while maintaining high accuracy.
Growing Importance of Traceability
Supply chain transparency has become a major requirement in global textile manufacturing.
Brands increasingly want access to:
- Testing records
- Compliance reports
- Product performance data
- Quality assurance documentation
Smart laboratories make it easier to manage digital records and maintain complete traceability throughout production.
Labor Challenges in Textile Laboratories
Many textile manufacturers face difficulties related to labor shortages and rising labor costs.
Traditional testing environments often require large teams of skilled technicians to operate equipment and manage reports manually.
Smart testing systems reduce dependence on manual labor by automating many repetitive laboratory tasks.
This helps laboratories improve efficiency while lowering long-term operational costs.
Benefits of Smart Textile Testing Equipment
Smart textile testing technologies provide several important advantages compared to traditional laboratory systems.
Improved Testing Accuracy
Automated measurement systems reduce human error and improve result consistency.
Advanced sensors and intelligent software help laboratories achieve more reliable testing outcomes across different production batches.
Faster Testing and Reporting
Automation allows laboratories to complete testing procedures more quickly.
Smart systems can:
- Record data automatically
- Analyze results instantly
- Generate reports immediately
This reduces turnaround times and improves workflow efficiency.
Better Data Management
Digital systems help laboratories organize and store large amounts of testing information efficiently.
Laboratories can easily:
- Retrieve historical data
- Share reports
- Track sample performance
- Maintain compliance records
Centralized data management also improves operational transparency.
Reduced Operational Costs
Although smart testing equipment may require higher initial investment, it can help reduce long-term operational expenses through:
- Lower labor costs
- Reduced retesting
- Improved productivity
- Fewer manual errors
- Better machine utilization
Enhanced Compliance Management
Automated systems simplify audit preparation and compliance tracking.
Digital records help laboratories maintain accurate documentation for international quality standards and customer inspections.
How Automation Is Transforming Textile Laboratories
Automation is one of the biggest drivers behind the modernization of textile laboratories.
Instead of relying entirely on human operators, laboratories are increasingly using intelligent systems to manage repetitive and data-intensive tasks.
Automated Workflow Management
One of the biggest advantages of automation is improved workflow management.
Traditional laboratories often use separate machines and disconnected systems, which can slow down operations and create communication gaps between departments.
Smart textile laboratories connect testing equipment through centralized digital platforms. This allows laboratories to monitor all testing activities from a single system.
Automated workflow management helps laboratories:
- Schedule tests more efficiently
- Monitor machine performance
- Track sample status
- Reduce operational delays
- Improve coordination between teams
As a result, laboratories can increase productivity while maintaining better operational control.
Real-Time Monitoring and Data Analysis
Real-time monitoring has become one of the most valuable features of modern textile laboratories.
Traditional testing systems usually require technicians to supervise tests manually and record results after testing is complete. This process limits visibility and slows down decision-making.
Smart textile testing equipment changes this process by providing continuous access to live operational data.
Benefits of Real-Time Monitoring
Real-time systems allow laboratory managers to:
- Monitor testing progress instantly
- Detect machine issues early
- Analyze laboratory performance
- Identify quality problems faster
This helps laboratories respond more quickly to operational challenges and reduce testing interruptions.
Faster Decision-Making
When testing data is available instantly, manufacturers can make faster and more informed decisions regarding:
- Product quality
- Production adjustments
- Material selection
- Process optimization
Faster decision-making improves production efficiency and reduces delays across the supply chain.
Predictive Maintenance and Machine Efficiency
Equipment maintenance is essential for maintaining reliable textile testing operations.
Traditional laboratories often follow reactive maintenance approaches, meaning machines are repaired only after problems occur. This can lead to unexpected downtime and production disruptions.
Smart textile testing systems use predictive maintenance technologies to solve this problem.
How Predictive Maintenance Works
Smart sensors continuously monitor machine conditions and detect unusual performance patterns before serious failures happen.
These systems can identify issues related to:
- Machine vibration
- Temperature changes
- Calibration problems
- Component wear
Laboratories can then schedule maintenance before equipment failure affects testing operations.
Advantages of Predictive Maintenance
Predictive maintenance helps laboratories:
- Reduce unexpected downtime
- Extend machine lifespan
- Improve testing reliability
- Lower maintenance costs
- Maintain consistent laboratory productivity
This proactive approach improves overall operational efficiency and supports uninterrupted quality control processes.
Digital Traceability and Compliance Management
Traceability has become increasingly important in modern textile manufacturing.
Global brands now require manufacturers to provide detailed documentation related to product quality, testing procedures, and compliance standards.
Traditional laboratories often struggle with traceability because records are stored manually or across disconnected systems.
Smart textile laboratories solve this problem through digital traceability systems.
Improved Record Management
Digital systems automatically store:
- Testing results
- Sample histories
- Calibration records
- Compliance documents
- Maintenance logs
This allows laboratories to retrieve information quickly whenever needed.
Easier Compliance Audits
Compliance audits become much simpler when laboratories maintain centralized digital records.
Smart textile testing systems help manufacturers prepare accurate audit reports for international standards such as:
- ISO
- ASTM
- AATCC
Automated documentation also reduces the risk of missing or incomplete records.
Better Supply Chain Transparency
Digital traceability improves communication between manufacturers, suppliers, and international buyers.
Brands can access reliable testing information more easily, which strengthens trust throughout the supply chain.
Sustainability and Smart Textile Laboratories
Sustainability is becoming a major focus across the global textile industry.
Manufacturers are under increasing pressure to reduce environmental impact while improving operational efficiency.
Smart textile laboratories can support sustainability goals in several important ways.
Reduced Material Waste
More accurate testing reduces the chances of defective products reaching later production stages.
This helps manufacturers minimize:
- Fabric waste
- Retesting requirements
- Production errors
- Resource consumption
Improved Energy Efficiency
Smart systems often use energy more efficiently compared to older laboratory equipment.
Automated operations and optimized workflows help reduce unnecessary machine usage and energy consumption.
Better Resource Management
Digital systems improve resource planning by helping laboratories monitor:
- Testing schedules
- Equipment utilization
- Operational performance
- Maintenance requirements
This supports more efficient laboratory operations and reduces unnecessary costs.
Challenges Facing Smart Textile Laboratory Adoption
Despite the many advantages of smart testing equipment, some laboratories still face challenges during digital transformation.
High Initial Investment
Smart textile testing systems can require significant upfront investment.
Smaller laboratories may hesitate to adopt advanced technologies because of equipment costs and infrastructure upgrades.
However, many organizations eventually recover these costs through improved efficiency and lower long-term operational expenses.
Technical Training Requirements
Employees familiar with traditional systems may require additional training to operate smart laboratory technologies effectively.
Laboratories must invest in staff education related to:
- Software systems
- Automated workflows
- Digital reporting
- Data management platforms
Proper training is essential for successful implementation.
Integration with Existing Systems
Older factories and laboratories may use outdated infrastructure that is not fully compatible with modern digital technologies.
Integrating smart testing equipment with existing systems can sometimes require technical adjustments and additional planning.
Cybersecurity Concerns
As laboratories become more connected through cloud-based systems and IoT technologies, cybersecurity becomes increasingly important.
Protecting testing data and operational systems from digital threats is now a critical part of laboratory management.
The Future of Smart Textile Laboratories
The future of textile laboratories will be heavily influenced by automation, artificial intelligence, and digital connectivity.
As technology continues to evolve, laboratories are expected to become even more intelligent and efficient.
AI-Powered Quality Control
Artificial intelligence will continue improving textile testing accuracy and efficiency.
Future AI systems may help laboratories:
- Predict fabric performance
- Detect defects automatically
- Analyze testing trends
- Optimize quality control processes
These technologies could significantly reduce manual analysis work while improving testing precision.
Fully Connected Laboratory Ecosystems
Future textile laboratories may operate through fully connected digital ecosystems where machines, software platforms, and production systems communicate automatically.
This level of integration can improve:
- Workflow coordination
- Production planning
- Quality management
- Operational visibility
Connected systems will also strengthen collaboration across global supply chains.
Remote Laboratory Operations
Cloud technology and remote monitoring tools will continue expanding in textile laboratories.
Managers and quality control teams will increasingly monitor testing activities remotely while maintaining centralized access to data and reports.
This flexibility will become especially valuable for international manufacturing operations.
Conclusion
The textile industry is moving rapidly toward a more digital, automated, and data-driven future. As quality standards continue to rise and production timelines become shorter, traditional laboratory systems are struggling to meet the growing demands of modern textile manufacturing.
Smart textile testing equipment is helping laboratories overcome these challenges through automation, intelligent monitoring, real-time data analysis, and centralized digital management.
Compared to conventional testing methods, smart textile laboratories offer several major advantages, including:
- Improved testing accuracy
- Faster workflow efficiency
- Better data management
- Enhanced compliance tracking
- Reduced operational costs
- Greater supply chain transparency
These technologies are not only improving laboratory performance but also supporting sustainability, traceability, and long-term business growth across the textile industry.
Although adopting smart textile testing systems may require investment, technical training, and infrastructure upgrades, the long-term benefits are becoming increasingly clear. Manufacturers that embrace digital transformation are better positioned to improve product quality, reduce errors, and remain competitive in the global market.
As automation, artificial intelligence, and cloud-based technologies continue to evolve, smart textile laboratories will play an even more important role in the future of textile quality management.
The future of textile laboratories is no longer based solely on manual testing and paper reports. It is built on intelligent systems, connected technologies, and data-driven decision-making that help manufacturers achieve higher levels of efficiency, accuracy, and operational control.